 český
český-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل - český
-
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


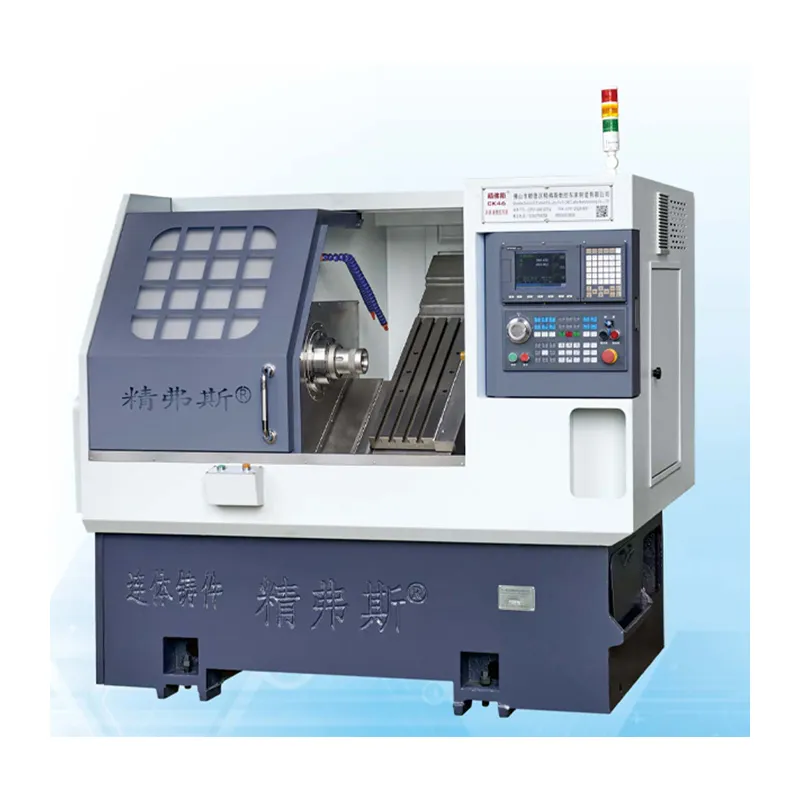
Strukturální rozložení a vlastnosti soustruhů CNC
CNC soustruhyjsou také složeny z vřetenového krabice, držáku nástrojů, přenosového systému krmiva, postele, hydraulického systému, chladicího systému, mazacího systému atd., Ale krmicí systém CNC soustruhu se v podstatě liší od systému horizontálního soustruhu ve struktuře. Pohyb vřetena horizontálního soustruhu je přenášen do držáku nástrojů prostřednictvím rámu zavěšeného kola, přívodní skříňkou a posuvnou krabicí k dosažení podélného a příčného posunu, zatímco soustruhy CNC používají servomotory, které se přenášejí na posuvnou desku a držák nástrojů, skrz kuličkový šroub (podélný) a z-směr (transvertní), které jsou přenášeny k posuvným pohybům. CNC soustruhy mají také různé vláknové funkce a pohybové spojení mezi rotací vřetena a pohybem držáku nástroje je řízeno systémem CNC. V vřetenovém krabici CNC soustruhu je nainstalován pulzní kodér a pohyb vřetena se přenáší do kodéru pulsu synchronním zubním pásem. Když se vřeteno otáčí, kodér pulsu odešle do systému CNC detekční pulzní signál, takže rotace motoru vřetena a řezné krmivo držáku nástroje udržuje pohybové připojení potřebné pro zpracování vlákna, tj. Když se vlákno zpracovává, vřetečko se pohybuje jednou a držák nástroje se pohybuje a držák nástroje se pohybuje pracovní, ve směru Z jedním vedením.
Rozložení vřetena, tailstocku a dalších komponent soustruhu CNC vzhledem k posteli je v podstatě stejné jako rozložení horizontálního soustruhu, zatímco rozložení držáku nástroje a vodicí kolejnice prošly základní změnou. Je to proto, že rozložení držáku nástroje a vodicí kolejnice přímo ovlivňuje funkci aplikace, strukturu a vzhled soustruhu CNC. Kromě tohoCNC soustruhyjsou vybaveny uzavřeným ochranným zařízením. Rozložení postele a vodicí železnice. Existují 4 rozložení relativní polohy kolejnice CNC soustruhu a vodorovné roviny. Horizontální postel má dobrou zpracovatelnost a je vhodné pro zpracování povrchu vodicí kolejnice. Horizontální postel vybavené vodorovně vybaveným nožem může zvýšit rychlost pohybu držáku nástroje, která lze obecně použít pro uspořádání velkých soustruhů CNC nebo malých přesných CNC soustruhů. Prostor pod vodorovným ložem je však malý, což ztěžuje odstranění čipu. Z pohledu strukturálních rozměrů je vodorovné umístění držáku nástroje déle, což zvyšuje strukturální rozměr ve směru šířky stroje. Režim rozvržení vodorovného lože s šikmo umístěným sklíčkem a vybavený šikmým ochranným krytem vodicí kolejnice má na jedné straně vlastnosti dobré zpracovatelnosti horizontálního lože; Na druhé straně je dimenze stroje ve směru šířky menší než dimenze horizontálního vybaveného skluzu a odstranění čipu je vhodné. Režim rozvržení horizontálního lože s šikmo umístěným sklíčkem a nakloněné postel vybavené nakloněným sklíčkem je široce používán malými a středně velkými soustruhy CNC. Důvodem je, že tyto dva režimy rozvržení jsou snadno odstraňovány čipy, čipy se nebudou hromadit na vodicí kolejnici a je také vhodné nainstalovat automatický přepravní dopravu; Je snadné ovládat a snadno se instalovat manipulátor k dosažení automatizace jednoho stroje; Stroj s přítokem zabírá malou oblast, má jednoduchý a krásný vzhled a je snadné dosáhnout uzavřené ochrany.
Důležitou součástí přítoku je držák nástroje soustruhu CNC. Držák nástrojů se používá k uplatnění nástroje pro řezání. Proto jeho struktura přímo ovlivňuje řezací sílu stroje. Struktura a funkce držáku nástrojů do jisté míry odrážejí úroveň plánování a výroby soustruhu CNC. S nepřetržitým vývojem soustruhů CNC byla struktura držáku nástrojů nepřetržitě inovována, ale obecně lze ji zhruba rozdělit do dvou kategorií, jmenovitě držák řadového nástroje a držák věže. Některá střediska otočení také používají automatické vybavení pro měnící nástroj pomocí nástrojových časopisů. Držák řadových nástrojů se obecně používá pro malýCNC soustruhy. Na pohyblivém skluzu jsou umístěny různé nástroje a při změně nástrojů lze dosáhnout a automatické polohování. Držák nástrojů pro věžičku se také nazývá věžička nebo tabulka nástrojů a má dvě strukturální formy: svislé a horizontální. Má automatické polohovací zařízení s více nástroji a automatické změny nástroje nástroje je dosaženo otáčením, indexováním a umístěním hlavy věže. Držák přístroje věže by měl mít přesné indexování, spolehlivé polohování, vysokou přesnost polohování, rychlou rychlost indexování a dobrý výkon upínání, aby se zajistila vysoká přesnost a vysokou účinnost soustruhu CNC. Některé držáky nástrojů pro věžičky mohou nejen dosáhnout automatického umístění, ale také přenášet výkon. V současné době používají soustruhy dvou osských vazeb většinou používají držáky nástrojů pro věžičky s 12 stanicemi a jsou zde také 6-station, 8-station a 10-station držáky věže. Existují dva způsoby, jak uspořádat držák přístroje na přístroj na stroji: Jedním z nich je držák přístroje pro zpracování částí zpracování disků, jehož otočná osa je kolmá na vřeteno; Druhým je držák přístroje pro zpracování hřídele a částí kotouče, jehož otočná osa je rovnoběžná s vřetenem.
Postel čtyřosého soustruhu CNC je vybaven dvěma nezávislými skluzavkami a držáky nástrojů, takže se nazývá dvojitý soustruh CNC s dvojitým tahem. Během tohoto období je řezací krmivo každého držáku nástrojů řízeno samostatně, takže oba držáky nástrojů mohou řezat různé části stejného obrobku současně, což nejen rozšiřuje měřítko zpracování, ale také zlepšuje účinnost zpracování. Čtyř-osská soustruh CNC má komplexní strukturu a musí být vybaven speciálním systémem CNC pro dokončení kontroly dvou nezávislých držitelů nástrojů. Je vhodný pro zpracování klikových hřídelí, dílů letadel a dalších částí se složitými tvary a velkými dávkami.
Odeslat dotaz


X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů