 český
český-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل - český
-
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


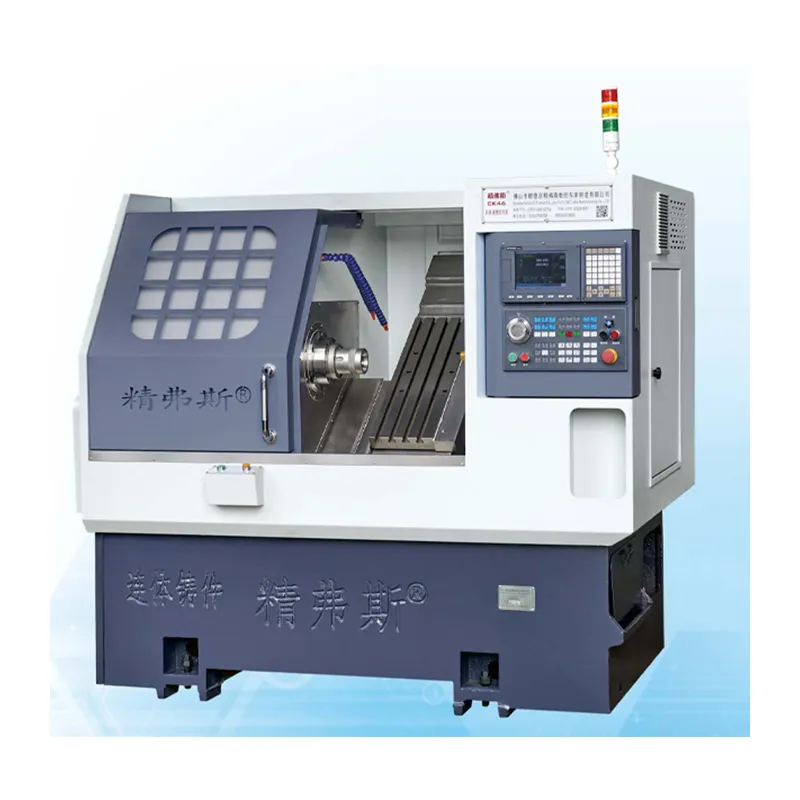
Co byste měli dělat, když je teplota ložiska CNC soustruhu příliš vysoká?
TeplotaCNC soustruhPrůvodcovské ložisko je příliš vysoké, což způsobuje spálení ložiska. Toto je běžný problém s chybami. Dále si promluvme o tom, jak se vypořádat s problémem vysoké teploty ložiska soustruhu CNC.
1. Funkce ložiska vodítka
Účelem nastavení vodicího ložiska soustruhu CNC je omezení hlavního hřídele generátoru tak, aby běžel pouze ve stanoveném rozsahu vůle ložiska vodítka a nese radiální zatížení na hlavní hřídeli generátoru.
2. pracovní princip příručky
Pracovní princip tenkého olejového mazaného blokového ložiska je hlavně pro použití vysokorychlostní rotace jednotky, mazací olej vstupuje do kloubního povrchu ložiska a deník, aby ložisko namazalo. Horký olej po mazání je ochlazen chladičem oleje a znovu vstupuje na kloubní povrch ložiska a časopisu. Jakmile jednotka běží, mazací olej se automaticky vrátí a ochlazuje. Když se hlavní hřídel otáčí, mezi časopisem a povrchem deníku se vytvoří stabilní olejový klín, čímž se radiální zatížení a přenášení na vodicí ložiskové sedadlo a poté na rám.
3.. Složení vodicích ložisek
Vodicí ložiskaCNC soustruhyjsou tenká olejová mazaná bloková ložiska, která jsou složena hlavně z ložisek, mazacích olejových nádrží, chladičů, zpětných olejových trubek, ložisek, ložiska sedadel, hmotnostních šroubů a teploměrů. Průvodce ložiska ložisek obou jednotek na stanici B se rozdělí na osm skořápek, které jsou rovnoměrně distribuovány na krku vodicího hřídele hlavního hřídele generátoru podle obvodu.
4. Analýza příčin zvýšené teploty ložiska a zvýšených vibrací jednotek
Na základě pozorování provozu a analýzy podmínek údržby se domníváme, že existují dva hlavní důvody pro zvýšení teploty ložiska a zvýšené vibrace jednotky:
① Zvyšuje se vůle ložiska, která je mnohem větší než konstrukční vůle, což způsobuje, že mazací olej vstupuje do vodního vodítka ložiska. Není snadné vytvořit olejový klín, což má za následek špatné mazání, a tím vede ke zvýšené teplotě vodítka a zvýšené vibrace jednotky;
② Na povrchu ložiska je příliš málo kontaktních bodů a kontaktní plocha je nedostatečná, která nesplňuje požadavky na specifikaci zařízení.
5. Řešení zvyšování teploty ložiska vodidel
Podle požadavků na návrh výrobce, když teplota chladicí vody v soustružnické jednotce CNC nepřesáhne 25 ° C při nepřetržitém provozu, neměla by teplota skořepiny a teplota oleje překročit 65 ° C. Teplota ložiska a oleje se netýká pouze teploty chladicí vody, ale také s oběhem mazacího oleje a vůli mezi ložiskem a vřetenovým deníkem.
Přípustné povolení vodicího ložiskaCNC soustruhje 0,2 ~ 0,3 mm (oboustranná vůle). Spodní část ložiska je ponořena do mazacího oleje. Když se vřeteno otáčí ve směru hodinových ručiček, může mazací olej snadno vstoupit do vodítka ložiska ložiska a vytvořit olejový klín, který namazává ložiskovou plochu. I když se vřeteno otočí, i když vůle mezi záchvaty je velmi malá, kvůli krátké vzdálenosti, dobrému stavu mazání, méně tepla generovaného třením a dobrým chladicím efektem, obecně nezpůsobuje stoupání teploty ložiska, natož pálení ložiska.
Odeslat dotaz


X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů